The Coachbuilding Tradition: Hand-Forming Before Industrialisation
The origins of vehicle panel manufacturing lie not in metallurgy but in the centuries-old tradition of coachbuilding. Before the emergence of the automobile, horse-drawn carriage body panels — predominantly fabricated from oak, ash, and elm — were shaped by skilled craftsmen using hand tools, steam-bending techniques, and hardwood formers. The transition to metal-bodied vehicles in the late nineteenth century required the adaptation of these craft traditions to the quite different forming characteristics of iron and steel sheet.
Early coachbuilders working in metal employed English wheel machines — a hand-operated device in which a flat sheet of steel or aluminium is worked back and forth between a flat upper wheel and a crowned lower anvil wheel — to progressively stretch and curve the sheet into compound-curved forms. The operator's skill determined the quality and accuracy of the surface: reading the metal's response, adjusting wheel pressure, and correcting low or high spots through hammer planishing. This was inherently a labour-intensive, time-consuming process producing components of variable dimensional accuracy, entirely unsuitable for the production volumes that the emerging mass automotive market would demand.
Metal gauges used in this period varied widely: body panels were typically fabricated from 18–20 gauge steel (approximately 1.0–1.2 mm thickness), while structural under-body components used heavier 14–16 gauge material. No unified engineering specifications governed these choices — they were based on accumulated craft knowledge rather than formal mechanical analysis. The notion of optimising panel thickness to specific load cases through structural calculation lay decades in the future.
The Introduction of Mechanical Stamping: 1900–1930
The decisive technological shift in automotive panel manufacture came with the adoption of power stamping presses and hardened die sets in the first two decades of the twentieth century. A stamping press uses a matched set of precision-machined tooling — the punch and die — between which a flat metal blank is forced under high pressure, deforming it to conform to the die cavity geometry in a single stroke or a programmed sequence of strokes.
The economic logic of stamping was overwhelming: a die set, once machined, could produce thousands of identical panels per day with minimal direct labour input, compared to the many hours required to hand-form a single equivalent piece. Henry Ford's introduction of the moving assembly line at Highland Park in 1913 demanded this kind of component standardisation and throughput. The Model T body panels — produced in a range of pressed steel shapes — represented one of the first systematic applications of industrial stamping to automotive production at scale.
The engineering challenges of this era were substantial. Die materials — initially cast iron, later tool steel — required careful heat treatment to achieve sufficient hardness for production life. Blank holding was a critical process parameter: insufficient blank holder force allowed the sheet to wrinkle uncontrollably as it drew into the die, while excessive force caused tearing at the punch nose radius. The science of sheet metal forming was largely empirical at this stage, guided by toolmaker experience rather than analytical models.
Cold-Rolling Technology and the Standardisation of Sheet Specification
The expansion of pressed steel manufacturing required a corresponding development in the quality and consistency of the input material. Early automotive steel was produced by hot rolling — passing reheated ingots or slabs through a sequence of roll stands to reduce thickness — which left an oxide scale on the surface and limited the achievable dimensional tolerances. For press forming, particularly of exterior body panels requiring a high-quality painted finish, hot-rolled material was entirely inadequate.
Cold rolling — the reduction of hot-rolled strip at room temperature through a tandem mill of roll stands — addressed these limitations directly. Cold rolling work-hardens the steel as it is reduced, improving its strength and producing a smooth, scale-free surface with tight thickness tolerances (typically ±0.02 mm on modern production lines). The cold-worked steel is then batch-annealed or continuously annealed to restore ductility for forming, with the annealing cycle carefully controlled to develop the grain texture and r-value required for deep-drawing performance.
By the 1930s and 1940s, the American and European steel industries had established formal material specifications for automotive cold-rolled strip, including minimum yield strength, maximum yield strength, elongation, and hardness requirements. These specifications enabled pressed steel manufacturers to design tooling with predictable forming performance parameters, reducing the empiricism of earlier practice. The discipline of sheet metal formability science — characterising material behaviour through tests such as the Erichsen cup test, the Swift cup test, and later the forming limit diagram — developed in parallel with these industrial requirements.
Transfer Presses and Progressive Dies: Automating the Forming Sequence
Complex automotive body panels typically require multiple forming operations: initial blanking from coil stock, drawing into a shallow cup or pan geometry, trimming excess material from the perimeter, piercing holes, and applying final flanging or re-striking operations to achieve the precise final geometry. In early production practice, each of these operations was performed in a separate single-action press by a separate operator, with manual transfer of the part between stations.
The transfer press — introduced progressively from the 1940s onward — integrated all forming operations into a single large press with multiple die stations, through which the part is automatically transferred by mechanical fingers between successive strokes. A single transfer press could perform the equivalent of five or six individual press operations in a single continuous automated cycle, drastically reducing handling time, improving dimensional consistency, and enabling production rates that manual transfer could not approach. Transfer press lines for major body panels — bonnets, doors, body sides — became the central capital asset of automotive stamping plants through the latter half of the twentieth century.
Progressive die technology extended this principle to smaller stampings: a coil of strip is fed continuously through a die set in which successive forming stations are arranged in a linear sequence. At each press stroke, the part advances one pitch length and undergoes the next stage of forming while the previous part simultaneously undergoes its next operation. Progressive dies achieve extremely high production rates — frequently several hundred parts per minute for small stampings — at the cost of significant tooling complexity and length.
Computer-Aided Engineering and Finite Element Simulation in Forming
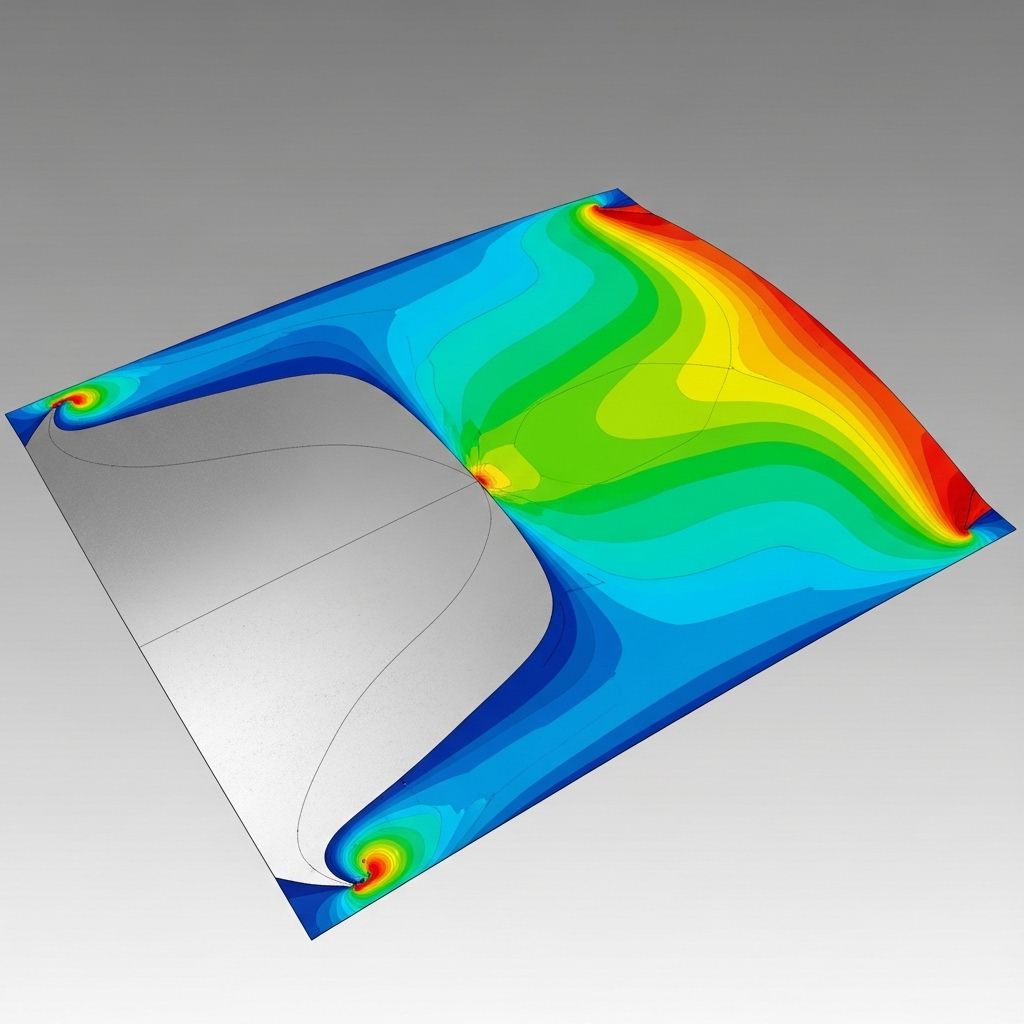
The introduction of finite element analysis (FEA) to sheet metal forming simulation from the early 1980s onward transformed the methodology of die design from a largely empirical art to an engineering science. FEA-based forming simulation allows engineers to predict, before any physical tooling is fabricated, the detailed deformation behaviour of a sheet metal blank under a proposed die design: the distribution of thickness strain, the onset of splitting and wrinkling, the springback geometry after tool release, and the forming strains relative to the material's forming limit curve.
The economic impact of forming simulation has been substantial. Die development timescales, traditionally measured in months of iterative physical tryout, have been compressed. Simulation-guided die design allows virtual tryout across dozens of parameter variations — blank shape, blank holder force, friction coefficient, material grade — in a fraction of the time and cost of physical alternatives. The Autoform and Pam-Stamp software platforms that dominate the industry were specifically developed for this automotive forming application and incorporate increasingly sophisticated material constitutive models to improve prediction accuracy for AHSS and aluminium alloys.
Hot Stamping and Press Hardening: Manufacturing Ultra-High-Strength Structures
The demand for crash safety performance — particularly in side-impact and roof-crush loading scenarios — drove the development of press-hardened steel (PHS) components from the mid-1990s onward. Conventional cold stamping cannot form steels with yield strengths much above 600 MPa without cracking or severe springback; yet structural requirements for occupant protection demand yield strengths exceeding 1,000 MPa in A-pillar, B-pillar, and door ring components.
Hot stamping resolves this apparent contradiction by forming the steel in its austenitic condition at approximately 900°C, where it is highly ductile and readily formable, then rapidly quenching it within the water-cooled die to transform the microstructure to martensite — achieving yield strengths of 950–1,200 MPa in the finished component. The 22MnB5 boron steel grade developed specifically for this process undergoes a complete microstructural transformation during the 10–15 second quench period in the die, producing components with properties unachievable by any other cold-forming route.
Tailored tempering — the deliberate variation of quench rate across different zones of a hot-stamped part, achieved through selective heating or cooling of die segments — enables a single component to exhibit different strength and ductility levels in different regions. B-pillar components, for instance, are commonly produced with a hard upper section (full martensite, for intrusion resistance) and a softer lower section (mixed microstructure, for controlled energy absorption) — a functional gradient that would be impossible to achieve in a single cold-stamped component.
Aluminium Panel Manufacturing: Forming Challenges and Process Adaptations
The shift to aluminium outer panels — now standard on premium vehicle bonnets and increasingly adopted for doors and body sides — required significant adaptation of stamping process technology. Aluminium alloys exhibit lower Young's Modulus (69 GPa versus 200 GPa for steel), greater springback tendency, reduced formability compared to mild steel (forming limit strains approximately 20–30% lower), and a tendency to surface marking and galling during draw operations due to their greater affinity for die material.
Lubrication management is particularly critical in aluminium stamping: the same boundary lubricant film that performs adequately for steel may break down under the higher die pressures required to form aluminium against hard steel tooling, leading to pick-up — the adhesive transfer of aluminium to the die surface — and visible scoring of the panel surface. Tool surface treatments, including physical vapour deposition (PVD) coatings of titanium nitride or chromium nitride, are routinely applied to aluminium forming dies to reduce friction and prevent pick-up.
Warm forming — heating the aluminium blank to 200–300°C, below the ageing temperature but sufficient to increase ductility by activating additional slip systems in the FCC lattice — is employed for complex aluminium panels where cold-formed limits are exceeded. The additional forming margin provided by warm forming can be the difference between a viable and an unviable panel design for complex compound-curved aluminium body sides, at the cost of additional cycle time and tooling complexity for blank heating and die temperature control.
Test your understanding of the manufacturing science and metallurgical principles covered across the full research archive with the interactive assessment.